English Version / TPM Concepts and Literature Review / Concept / AM / 5S
5S
5S is “a systematic method to organize, order, clean, and standardize a workplace– and keep it that way.” (Productivity 1999 p. 1-10) 5S is based on a Japaneseapproach to establishing and maintaining an organized and effective workplace.* The elements of 5S include the following. (Willmott 1994) 1. Seiri (Organization). 2. Sieton (Orderliness). 3. Seiso (Cleaning). 4. Seiketsu (Cleanliness). 5. Shitsuke (Discipline).
Westernized views of 5S are also common.** (Productivity_Press_Development_Team 1996) 1. Sort (Organization). 2. Set in Order (Orderliness). 3. Shine (Cleanliness). 4. Standardize (Standardized Cleanup). 5. Sustain (Discipline).
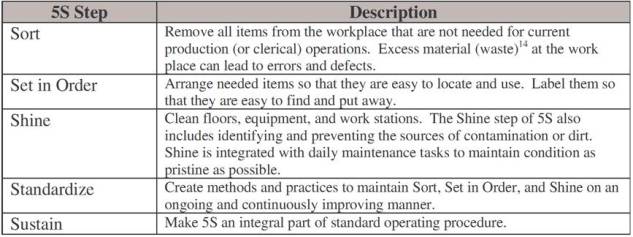
Figure 14 describes the steps within the 5S process.
Figure 14 - 5S Description
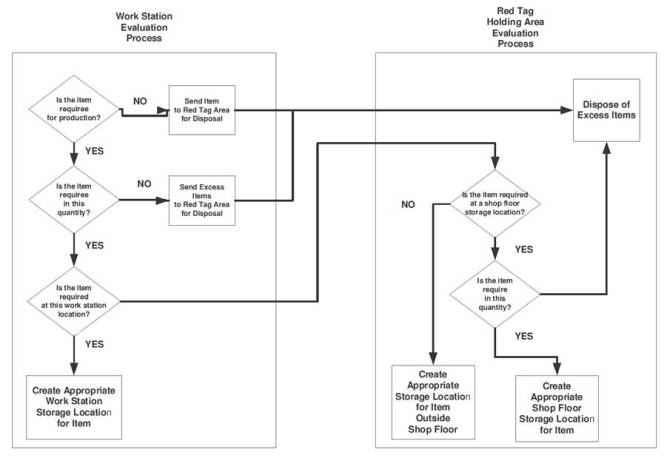
A common methodology used during the initial Sort phase of 5S is the Red-Tag Inspection, illustrated in Figure 15. The Red Tag process allows operators toidentify the items that are required for production use at the workstation and providesan action path for appropriate storage or disposal of items not required at the workstation. Items that are not required immediately*** for production at the workstation are red tagged for disposition. The red tagged items are then sent to thered tag holding area for further evaluation. In order to implement the red-tag strategy effectively, a red-tag holding area must be created. The holding area provides alocation to dispose of the excess items appropriately and provides a safety net to holditems for a period of time before disposing of them. This provides a useful buffer it the need for the item is not fully understood. (Productivity_Press_Development_Team 1996)
Although generally understood to be a valuable and critical element of the TPM process, it may be difficult to assess the economic value of the 5S activity. “The concepts that compromise 5S activities tend to be overly didactic. This is because the activities are not centered on results, but rather they emphasize people’sbehavioral patterns, such as the elimination of unnecessary items from the work environment or the cleaning and neatening of equipment. Consequently, the activitiesare of a kind that make quantitative assessment of their effectiveness difficult.”(Takahashi and Osada 1990 p. 123)
Figure 15 - Red Tag Decision Process
[Original: Total Productive Maintenance (TPM) Concepts and Literature Review by Thomas R. Pomorski, Principal Consulting Engineer, Brooks Automation, Inc.]
*5S is also a key element in the implementation of Lean Manufacturing. 5S provides a structured approach to removing waste from shop floor work stations. [Pomorski, 2002 #908] As an example,Ford Motor Company includes 5S activity as a tool to achieve manufacturing stability in the first phase of their Lean Manufacturing implementation. Liker, J. K. (1998). Introduction: Bringing Lean Back tothe USA. Becoming Lean: Inside Stories of U. S. Manufacturers. J. K. Liker. Portland, OR, Productivity Press.
** Another common western acronym for 5S activity is CANDOS (Cleanliness, Arrangement, Neatness, Discipline, Order, Safety). The CANDO process has been used quite effectively in the semiconductor industry. Howren, M. (1999). Implementing CANDOS to Change the Culture andPrepare for Autonomous Maintenance. 10th Total Productive Maintenance Conference, Las Vegas,NV, Productivity, Inc.Ford, J., J. Kubicek, et al. (2000). SCANDOS= Safety #1 + CANDOS (5S): Engaging the Workforce. 11th Total Productive Maintenance Conference, Dallas, TX, Productivity, Inc. Gardner notes that CANDOS are used to involve every member of the workforce in safety and housekeeping and that at National Semiconductor every cubic foot of the production floor receives a CANDOS audit on adefined schedule. Gardner, L. (2000). Continuous Improvement through 100% Workforce Engagement. 11th Annual Total Productive Maintenance Conference and Exposition, Dallas,Productivity, Inc.
14 Ohno describes seven sources of waste in manufacturing (Overproduction, Time, Transportation,Processing, Inventory, Movement, and Defects). Excess inventory includes not only work in progress(WIP), but also manufacturing support supplies and tooling. Ohno, T. (1988). Toyota ProductionSystem. Portland, OR, Productivity Press. Elimination of waste is a driving concept of LeanManufacturing. Pomorski, T. (2002). Lean Manufacturing: Concepts, History, and Literature Review.Cincinnati, OH, The Union Institute and University.
*** A common rule of thumb is the “24 Hour Rule”. Items that are used daily to support production remain at the workstation. Any item that is used less frequently than every day is removed for disposition.